龍門銑立柱是機床鑄件中的一種,生產機床立柱,不僅需要采用 合理的鑄造工藝和設備,而且還要使鑄件結構本身符合鑄造生產的要求。這種對于鑄造工藝過程來說的鑄件結構的合理性,稱為機床鑄件的“鑄造工藝性”。
龍門銑立柱鑄造時分成兩節來鑄,粗加工時也可分兩次進行,但精加工時,可把它們連接到一起,利用本廠3.2*16米的龍門刨床整體加工,了16米床身整體的直線度和機床床身的 后加工精度。
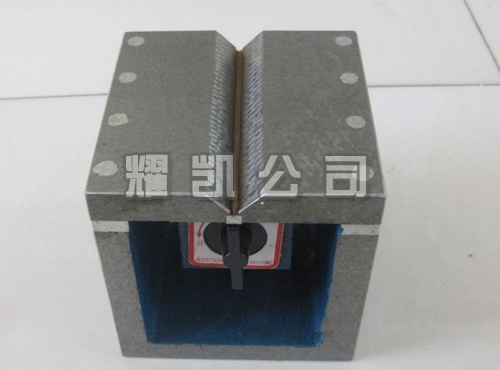
龍門銑立柱具有灰鐵鑄件的特點:與消震性好。由于鑄鐵中石墨有利于潤滑及儲油,所以好。同樣,由于石墨的 存在,灰口鑄鐵的消震性優于鋼。
龍門銑立柱按 標準GB9434-88制造,鑄鐵平板按照JB/T7974-1999制造,尺寸公差:GB6414-1999。
龍門銑立柱的鑄造鑄件工藝流程:
一、鑄造毛坯不得有砂眼,氣孔,縮松,裂紋等鑄造缺陷。
二、鑄件需要進行退火處理,俗稱二次回火。
三、進行雜物清理,把廢砂等雜物清理干凈。
四、鑄件表面要噴防銹漆(根據客戶要求選擇)
五、未注鑄造倒角半徑R10。
六、發貨給客戶。